
dobavljač procesa preciznog hladnog štancanja

Opis
| vrsta proizvoda | prilagođeni proizvod | |||||||||||
| Usluga na jednom mestu | Razvoj kalupa i dizajn-predajte uzorke-serijska proizvodnja-inspekcija-površinska obrada-pakovanje-isporuka. | |||||||||||
| Proces | štancanje, savijanje, duboko izvlačenje, izrada lima, zavarivanje, lasersko rezanje itd. | |||||||||||
| Materijali | ugljični čelik, nehrđajući čelik, aluminij, bakar, pocinčani čelik itd. | |||||||||||
| Dimenzije | prema crtežima ili uzorcima kupca. | |||||||||||
| Završi | Bojenje sprejom, galvanizacija, vruće pocinčavanje, premazivanje prahom, elektroforeza, eloksiranje, crnjenje itd. | |||||||||||
| Područje primjene | Auto delovi, delovi poljoprivrednih mašina, delovi inženjerskih mašina, delovi građevinskog inženjeringa, baštenski pribor, ekološki delovi mašina, delovi za brodove, delovi za vazduhoplovstvo, delovi za cevi, delovi hardverskih alata, delovi igračaka, elektronski delovi itd. | |||||||||||
Prednosti
1. Više od 10 godinastručnosti u inostranstvu.
2. Obezbeditiusluga na jednom mestuod dizajna kalupa do isporuke proizvoda.
3. Brzo vrijeme isporuke, oko30-40 dana.Na zalihama u roku od jedne sedmice.
4. Strogo upravljanje kvalitetom i kontrola procesa (ISOcertificirani proizvođač i tvornica).
5. Razumnije cijene.
6. Profesionalni, naša fabrika imaviše od 10godina istorije u oblasti štancanja lima.
Upravljanje kvalitetom

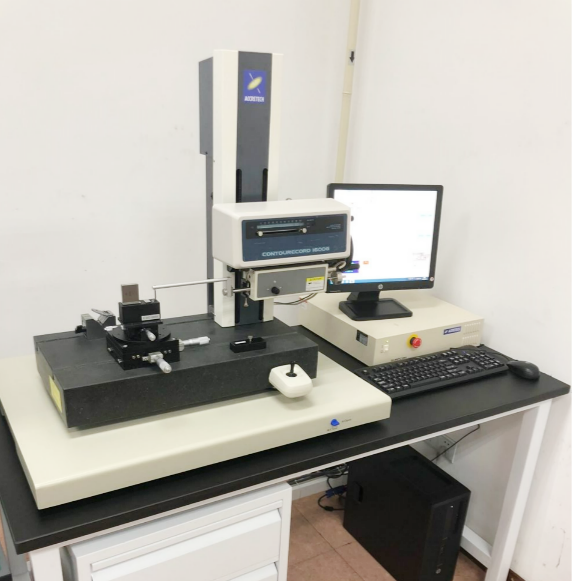


Instrument za utvrđivanje tvrdoće po Vickersu.
Profilni mjerni instrument.
Spektrografski instrument.
Tri koordinatni instrument.
Slika pošiljke




Proizvodni proces
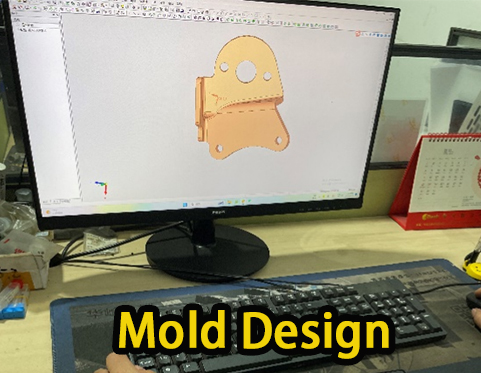



01. Dizajn kalupa
02. Obrada kalupa
03. Obrada rezanja žice
04. Toplinska obrada kalupa
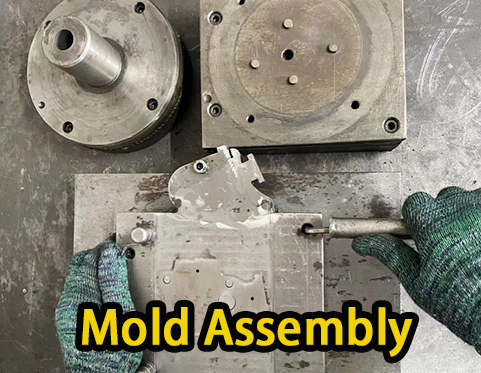



05. Montaža kalupa
06. Otklanjanje grešaka u kalupu
07. Deburring
08. galvanizacija
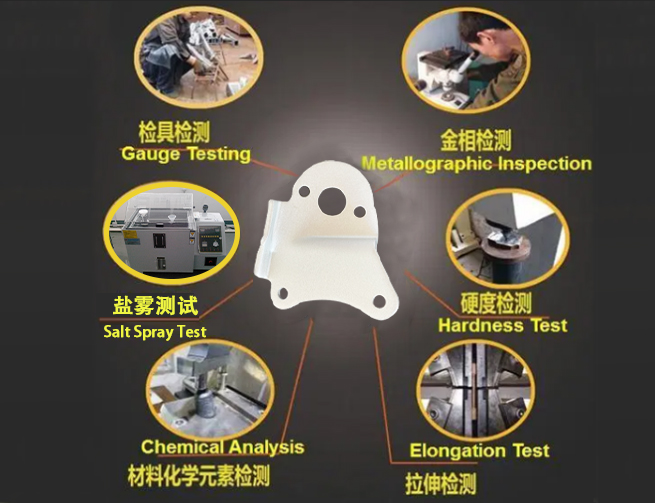

09. Testiranje proizvoda
10. Paket
Osnove štancanja
Štancanje (takođe zvano prešanje) uključuje stavljanje ravnog metala u zavojnicu ili praznu formu u mašinu za štancanje.U preši, površine alata i kalupa oblikuju metal u željeni oblik.Štancanje, izrezivanje, savijanje, štancanje, utiskivanje i prirubljivanje su sve tehnike štancanja koje se koriste za oblikovanje metala.
Prije nego što se materijal može formirati, profesionalci za štancanje moraju dizajnirati kalup kroz CAD/CAM inženjering.Ovi dizajni moraju biti što precizniji kako bi se osigurao odgovarajući razmak za svaki proboj i savijanje za optimalan kvalitet dijela.Jedan 3D model alata može sadržavati stotine dijelova, tako da je proces dizajna često prilično složen i dugotrajan.
Nakon što se odredi dizajn alata, proizvođači mogu koristiti različite usluge obrade, brušenja, rezanja žice i druge proizvodne usluge kako bi dovršili njegovu proizvodnju.
Proces dizajna štancanja metala
Štancanje metala je kompleksan proces koji može uključivati različite procese oblikovanja metala - između ostalog, sljepljivanje, probijanje, savijanje i probijanje.
Blanširanje: Ovaj proces uključuje rezanje grubog obrisa ili oblika proizvoda.Svrha ove faze je minimiziranje i izbjegavanje neravnina, što može povećati cijenu dijela i produžiti vrijeme isporuke.Ovaj korak je da odredite prečnik rupe, geometriju/konus, razmak od ivice do rupe i gde da umetnete prvi proboj.
Savijanje: Kada dizajnirate savijanja u utisnutim metalnim dijelovima, važno je ostaviti dovoljno materijala po strani - pobrinite se da dizajnirate dio i njegovu praznu površinu tako da ima dovoljno materijala za izvođenje savijanja.
Probijanje: Ova operacija je kada se rubovi utisnutog metalnog dijela urezuju da bi se izravnali ili odlomili neravnine;ovo stvara glatke ivice u oblastima livenja geometrije dela;ovo također dodaje dodatnu snagu lokaliziranim područjima dijela i može se koristiti za izbjegavanje sekundarne obrade kao što je uklanjanje ivica i brušenje.
Kategorije proizvoda
-

Konstruktivne spojnice od lima visoke čvrstoće...
-

Visoko precizni prilagođeni savijač od nerđajućeg čelika...
-

Visokoprecizni prilagođeni dijelovi od bakrenog lima
-

Kvalitetni dijelovi za savijanje metala po mjeri za automobil...
-

Prilagođeno štancanje lima Obrada metalnih dijelova
-

Prilagođena fabrika četverostranih kalupa za savijanje metala





